SPIRALOCK 螺纹技术
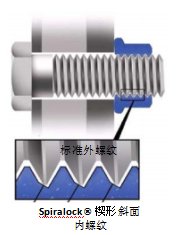
Spiralock 公司重新设计了内螺纹形状,在螺纹根部增加了独一无 二、
并具有专利的 30 度楔形斜面。这种内螺纹称作 Spiralock®,与 标准 60 度外螺纹紧固件配合。
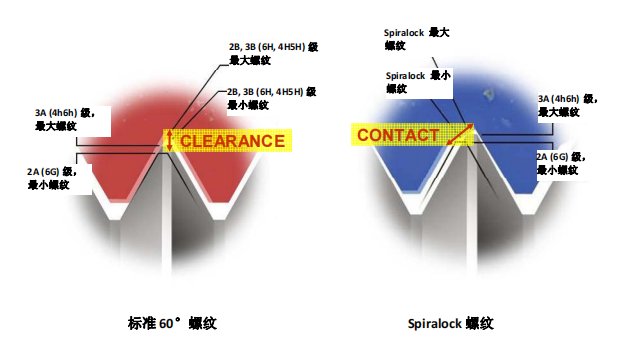
楔形斜面让螺栓可以相对内螺纹自由旋转,直至应用预紧力。届
时,标准外螺纹的牙顶与楔形斜面紧密啮合,消除了径向间隙,
并形成一条沿整个螺纹啮合长度接触的连续螺旋线。这个连续的
螺旋线沿着所有已配合的螺纹均匀分布预紧力, 从而延长了连接
的疲劳寿命并保证了螺纹连接的整体性。
在螺纹连接经受振动工况时,用于装配部件的外螺纹和内螺纹之间的间隙,
是对该装配件的一个不利因素。在螺纹移位并相互冲击时,将形成连锁反应并导致预 紧力部分散失。在剩余的预紧力不足以将零件连接在一起时零件将承受剪切力,导致螺栓和其 它零件变松,并因为疲劳而断裂。
为防止振动导致变松, Spiralock 技术通过消除螺纹装配中的间隙从根本上改变螺纹连接的性能,
避免螺纹之间因为振动而出现移位并导致初始松动。外螺纹的所有各面均被卡住,牢固锁止。无 论在如何严酷的工作环境下,
均可通过在螺纹连接中增加 Spiralock 技术简单地获取预紧力。
SPIRALOCK 螺纹 的特点和优势
自由旋转 – 锁紧功能不依赖于预紧扭矩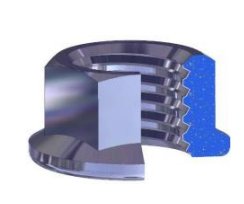
与标准外螺纹配合 – 不需要特殊的二级锁定装置
连续重复使用能力 – 锁紧功能不会因为重复使用而退化 外螺纹紧固件自定心 – 高度垂直于螺栓
径向载荷分布 – 剪切失效可能性更小
延长了疲劳寿命 – 载荷均匀分布
防卡死能力 – 接触面更小,卡滞和刮伤可能性最小化 防振动松动能力 – 从所有各啮合处卡住外螺纹
抗振性能
紧固件在装配后出现松动是许多行业常见的一个问题。由于无法实际检查每个紧固件中是否存在 松动的问题,可使用横向振动试验
(也称作 Junker 试验)来评估各种锁紧功能的基本状况。在这 个专门的试验中,紧固连接承受极大的横向载荷以加速松动,
模拟将紧固件放在不合适的应用环 境下使用, 而进行的试验。并在整个试验过程中,记录接头失去预紧力时的速率。
广泛的内部和 第三方试验已经证明Spiralock 螺纹优于其他螺纹锁紧机构。
防松螺纹解决方案
材料的选用
由于强度、脆度、防腐蚀能力、镀层防腐蚀特性以及过程成本的原因,材料的选择在选择紧固件 时非常重要。从制作紧固件的大量合金中选择正确的材料似乎是一件不可能完成的任务,但实际 并非如此:
如果紧固件的主要功能是提供强度,请考虑普通碳钢与合金钢;
轻载应用中可使用低碳钢或中碳钢
需要大载荷的应用应使用合金钢
可在钢材表面涂覆各种镀层加强抗腐蚀能力
对于温度高于 230°C 的场合,建议不要使用该钢材
如果工作环境具有很强腐蚀性,使用不锈钢:
船用及其它室外环境应使用 A2 级不锈钢。
卫生设备(例如自来水或医用设备)应使用 A4 级不锈钢。
两个产品系列均将用于非磁性并且温度位于 480°C 以内的场合
如果工作环境温度过高(>480°C),使用超级合金,例如 A286
机械特性
紧固件的工作能力取决于与材料选择相关的物理、机械和性能参数。螺栓规范一般显示可以使用 哪种螺母:
CL10 螺母一般与 10.9 螺栓一起使用。但如果存疑,一般选择最小保证强度大于或等 于螺栓最小抗拉极限强度的螺母。
螺栓一般会在螺纹脱落前断裂。螺栓断裂即明显的缺陷。但是 如果螺纹在螺栓断裂前脱落,
在紧固件投入下次使用前, 故障现象一般不会被发现。
电镀锌
用于增强防腐蚀能力的最常见电镀金属。锌的成本低,并能用于很大的厚度范围。增加无色或彩色镀铬层可对表面形成密封,防止黯化,并能增强紧固件抵抗腐蚀侵蚀的能力。
磷化+皂化
磷酸盐是一种不使用电流的化学镀层转换法。金属膜通过化学作用在零件表面形成。这样在形成磷酸盐基础上,然后进行皂化处理,增加防腐蚀能力。可以作为最终或中间镀层。
电镀锌镍
锌镍电镀在表层镀上含有几个百分点的镍的锌合金。与同厚度的电镀锌相比,可以极大增强防腐蚀能力。
电镀镉
与镀锌相比,镉提供超强的防腐蚀保护并降低摩擦,但是由于环保和健康方面的因素,某些行业限制使用。仍有部分行业允许使用镉,特别是航空业中, 但是不符合 RoHS 要求。
镀银
在不锈钢紧固件上使用,可以降低装配扭矩并防止卡死。高温性能好。
化学镀镍
具有很好的防腐蚀能力和硬度; 常用于亮银外观。
久美特+密封处理( Geomet+ L)
锌/铝镀层广泛用于地面运输业中,得到了绝大多数主要汽车制造商的认可,适合于连续室外暴露的零件。
达克罗320 ( Dacromet320 )
不存在氢脆问题,高耐热性。如不考虑六价铬的环保问题,很适用于高防腐蚀要求的高强度紧固件。
氧化发黑
氧化发黑是一种相对便宜的替代镀层, 通过与铁的化学反应形成。黑色氧化层外观均一,并使用水溶油密封,可提供一定的防腐蚀保护能力。
防松螺纹解决方案
安装和拧紧
螺纹紧固件是否工作很大程度上依赖于紧固时所使用扭矩的值。一旦螺纹紧固件在抵到零件表面 之后转动,
需要额外拧紧以增大紧固件预紧力。螺栓连接在使用中的一个主要问题是拧紧扭矩无 法直接显示螺栓预紧力。扭
矩是螺纹连接中预紧力的一个间接指示值,但是两者之间的关系为下 式所示:
扭矩 = K x d x F
其中:
K = 扭矩系数
d = 公称直径(单位米, 而不是毫米)
F = 预紧力(牛顿)
F 为螺栓材料保证载荷的 75%
对于公制紧固件, 输出扭矩单位为牛顿‐米。由于紧固件在拧紧过程中的拉伸弹性,
扭矩和预紧力 的关系近似线性。问题是上式中的 K:任何两个螺栓对相同扭矩的反应均不尽相同。有很多“实 际”因素。 K 值的轻微变动即可导致螺栓预紧力的极大变化。
一般希望紧固后的金属对金属连接的 K 值为 0.2。这是指“非润滑”的情况。机油、防卡死材料以 及镀层等在各种紧固件中的使用可提供“润滑”状况, 此时假设 K 值为 0.15。
实际 K 值受很多因素的影响, 其中包括螺纹的损坏、孔的异位、表面粗糙度的变化、螺纹装配的 等级以及其它许多因素。这些情况会吸收大量的输入扭矩,从而导致预紧力大量损失。
下表中列出了润滑连接和非润滑连接情况的建议扭矩值。这些值仅作参考,应通过试验检验。
详情访问: 324-spiralcok防松螺纹.pdf

